
Si vous souhaitez maîtriser vos dépenses en matière d'affichage en point de vente, vous devez comprendre les variables cachées et les contraintes physiques qui dictent la véritable réalité de la production en usine.
Le prix des boîtes personnalisées dépend de plusieurs facteurs, notamment le choix des matières premières, la complexité de leur structure, le volume d'impression et les besoins en outillage spécialisé. Des éléments supplémentaires, tels que les finitions lithographiques haute fidélité, la découpe sur mesure, les revêtements résistants à l'humidité et l'optimisation de la logistique des palettes, ont également un impact significatif sur le coût unitaire final en production de masse.

Le devis sur une feuille de calcul ne représente que la moitié de l'histoire. Lorsque vos fichiers numériques entrent en contact avec les machines de l'usine, les risques financiers réels se multiplient rapidement.
Combien coûte la fabrication d'une boîte sur mesure ?
Vous voulez un chiffre précis, mais la tarification est un exercice d'équilibriste délicat entre l'intégrité des matériaux et l'attrait cosmétique superficiel.
Le calcul des coûts de fabrication de boîtes sur mesure nécessite l'analyse de la qualité des matériaux, du volume des commandes et des exigences de finition. Si les emballages d'expédition basiques non imprimés coûtent quelques centimes, les présentoirs de vente haut de gamme en lithographie laminée, avec revêtements spéciaux et outillage sur mesure, requièrent naturellement des budgets plus importants afin de garantir leur résistance structurelle lors des transports exigeants de la chaîne d'approvisionnement.

Mais la théorie ne suffit pas une fois les machines en marche. Le véritable danger réside dans la manière dont les équipes d'approvisionnement, très agressives, tentent de réduire artificiellement ce coût.
Pourquoi le gonflement cosmétique détruit votre BCT (test de compression de la boîte)
Même les équipes d'approvisionnement les plus expérimentées tombent souvent dans le piège de considérer les finitions esthétiques coûteuses, comme le pelliculage intégral, comme des impératifs marketing incontournables. Pour compenser ces coûts esthétiques élevés et atteindre un prix cible précis, elles abaissent discrètement l'indice ECT (Edge Crush Test) du carton ondulé de base, remplaçant un carton robuste de 32 ECT par une alternative moins chère de 26 ECT¹.Cela ressemble à un simple exercice d'équilibrage budgétaire sur une feuille de calcul numérique.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain lorsque des clients m'apportent des prototypes défectueux provenant d'autres fournisseurs. Le mois dernier, une agence m'a fourni un magnifique plateau PDQ (Pre-packed Display Quantities) recouvert d'une feuille d'aluminium épaisse, mais ils avaient réduit la qualité des cannelures internes pour faire des économies. Je l'ai placé sous la presse à compression hydraulique. Le capteur de force BCT s'est stabilisé à 64,6 kg (142,5 lbs), et j'ai entendu le craquement sinistre des cannelures se déformant sous une contrainte minimale. J'ai immédiatement rejeté l'utilisation de la feuille d'aluminium. J'ai supprimé le superflu et suis revenu à un substrat vierge 32 ECT²,remplaçant la feuille d'aluminium coûteuse par un vernis aqueux brillant à haute teneur en solides. En rétablissant la densité du matériau, j'ai augmenté la capacité de charge dynamique pour survivre facilement à l'empilage de palettes standard de 48×40 pouces (1219×1016 mm)3, éliminant complètement le risque d'écrasement, ce qui évite les refacturations coûteuses des détaillants et assure un déploiement réussi à 100 %.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Lamination à feuille dénudée | Rétablissement de la valeur de base de 32 ECT4 | Élimination des coûts liés aux cosmétiques |
| Couche aqueuse brillante appliquée | Maintien d'une réflexion premium | Recyclage en bordure de trottoir garanti5 |
| Matière vierge restaurée | Empêcher le flambage des cannelures6 | Prévention des rétrofacturations des détaillants |
Je refuse de dégrader la qualité des panneaux structurels pour financer des films de finition superflus. Mon rôle est de garantir l'intégrité de votre produit durant le transport maritime, ce qui implique de privilégier les principes physiques fondamentaux plutôt que les rendus superficiels des agences de design.
🛠️ Le bureau d'Harvey : Sacrifiez-vous la résistance à la compression de votre écran actuel pour vous offrir un laminage en feuille coûteux ? 👉 Demandez un audit de nomenclature ↗ — J'examine personnellement chaque fichier structurel sous 24 h.
Quels sont les 5 P de l'emballage ?
La maîtrise des principes théoriques du marketing de détail est inutile si votre structure physique se déforme avant même d'atteindre les rayons du magasin.
Les 5 P du packaging désignent généralement le Produit, le Prix, la Place (ou distribution), la Promotion et le Positionnement. Ces principes marketing fondamentaux garantissent qu'une présentation communique efficacement la valeur de la marque, protège la marchandise pendant le transport, attire l'attention dans les points de vente à fort trafic et correspond parfaitement au profil d'achat du consommateur cible.
Mais la théorie ne suffit pas une fois les machines en marche. Les supports marketing les plus brillants ne servent à rien si la chimie du substrat échoue en usine.
Pourquoi les adhésifs liquides détruisent les supports publicitaires
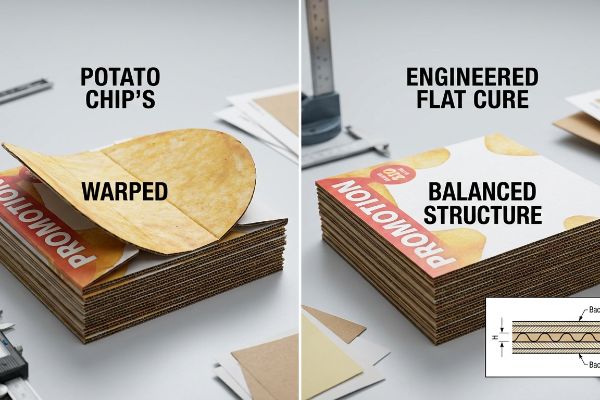
Les marques conçoivent souvent des supports de présentation exceptionnels pour répondre aux exigences de la promotion, partant du principe que le montage de cette impression de haute qualité sur un carton ondulé rigide de type B garantit un présentoir. Elles ignorent totalement les principes physico-chimiques du procédé de lithographie-lamination. L'utilisation d'un adhésif PVA (acétate de polyvinyle) à base d'eau sur de grandes surfaces entraîne une absorption importante du liquide par le carton poreux, provoquant un déséquilibre de tension catastrophique lors du séchage.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Le trimestre dernier, un client m'a appelé en panique : son prototype initial, fourni par un fournisseur local, s'était fortement déformé vers l'intérieur, comme une chips, déformant complètement le visuel promotionnel et échouant au test de chute ISTA (International Safe Transit Association)<sup>7</sup>. J'ai d'abord pensé que les temps de séchage standard suffiraient à le redresser, mais je me suis lourdement trompé : la tension superficielle était trop importante. J'ai jeté le rendu de leur agence et repensé la composition physico-chimique du carton. J'ai remplacé l'adhésif standard par un mélange PVA à plus faible viscosité et imposé une structure duplex équilibrée<sup>8</sup>, en ajoutant une fine sous-couche pour compenser la tension de la feuille supérieure. Lorsque j'ai sorti les panneaux de la presse de séchage, la texture poudreuse du carton ondulé sec a confirmé un séchage parfaitement plat, permettant au client d'économiser environ 15 % de son stock initial et de préserver l'alignement de ses supports promotionnels.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Colle PVA à faible viscosité9 | Absorption d'humidité réduite | Élimination des rebuts dus à l'humidité |
| panneau de doublure arrière appliqué10 | Tension superficielle équilibrée | Alignement graphique préservé |
| Mise en place d'un suivi du poids sur 24 heures11 | durcissement rigide et plat forcé | Cartes de production mises au rebut évitées |
Je ne me fie pas aux maquettes numériques pour prédire la réaction des fibres de papier aux adhésifs liquides dans un environnement humide d'usine. Il est indispensable d'éliminer toute tension chimique du carton avant même le début de la production en série.
🛠️ Le bureau d'Harvey : Votre fournisseur actuel équilibre-t-il chimiquement ses cartons ondulés pour éviter que les chips ne se déforment lors de la lithographie ? 👉 Demandez une simulation 3D structurelle personnalisée ↗ — 100 % confidentielle. Vos maquettes non commercialisées sont en sécurité.
Comment un emballage personnalisé peut-il augmenter la valeur d'une marque ?
Une esthétique haut de gamme justifie des prix élevés en magasin, mais la véritable valeur d'une marque repose sur une structure pérenne, et pas seulement sur une belle apparence.
L'emballage personnalisé renforce la valeur de la marque en créant un impact visuel immédiat, en offrant une expérience tactile haut de gamme et en garantissant une intégrité structurelle irréprochable. Grâce à des découpes originales, des couleurs spécifiques et des structures d'affichage conçues avec précision, les marques communiquent efficacement une image de qualité supérieure tout en captivant l'attention pendant les trois secondes cruciales de l'interaction visuelle.
Mais la théorie ne suffit pas une fois les machines en marche. La recherche de finitions tactiles luxueuses peut facilement entraîner un effondrement structurel si l'on néglige les principes physiques du papier.
Pourquoi le gaufrage profond provoque une rupture catastrophique des flûtes
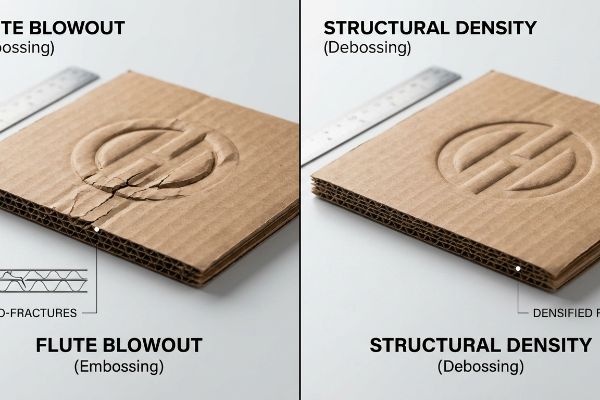
Pour maximiser la valeur de la marque, les designers préconisent souvent des effets tactiles 3D marqués, comme le gaufrage extérieur, en supposant qu'il se comporte exactement comme le marquage à chaud à plat. Ils ignorent totalement les différences d'impact physique sur le carton ondulé. Le gaufrage extérieur étire fortement la couche supérieure de papier pour créer une protubérance, ce qui amincit physiquement les fibres de cellulose<sup>12</sup> et crée de graves microfissures le long des plis critiques de support de charge<sup>13</sup>.
Ce n'est pas qu'une théorie : j'en ai fait l'amère expérience dans notre propre laboratoire de R&D. En 2022, j'ai demandé à Mark, mon ingénieur packaging principal, de tester un nouveau sol haut de gamme orné d'un grand logo en relief sur le rebord avant. Nous pensions pouvoir étirer sans risque le papier kraft vierge 32ECT en ralentissant simplement la découpeuse. Trois jours plus tard, dans la chambre d'essai, j'ai vu la palette entière se déformer ; j'ai entendu le craquement sinistre des fibres fragilisées qui ont cédé sous la charge dynamique de 68 kg. Nous avons passé des heures à observer la machine, pour finalement identifier la cause : la pression de découpe écrasait les cannelures affaiblies.J'ai immédiatement ordonné un recalibrage de l'outillage, en inversant le sens de gravure de la matrice métallique, passant d'un gaufrage vers l'extérieur à un débossage vers l'intérieur. En poussant la matrice vers le bas, nous avons physiquement densifié les cannelures internes en un bloc solide au lieu de déchirer l'élasticité extérieure, garantissant que la limite de compression de 2 500 lb (1 133 kg) du club-store15 était respectée tout en offrant l'expérience tactile de qualité supérieure que les acheteurs de détail exigent.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Passage au gaufrage intérieur | cannelures internes densifiées | Intégrité structurelle 32ECT maintenue |
| Pression de matrice recalibrée | Élimination des microfissures du papier | Réussite aux tests de transport de marchandises lourdes |
| Éviter le gaufrage des plis | Élasticité des coins préservée | Emplacement commercial premium garanti |
Je refuse que l'ambition esthétique compromette la robustesse d'un présentoir de qualité. Si une texture fragilise les fibres du papier, je retournerai physiquement le moule pour éviter que la gravité ne ruine votre campagne.
🛠️ Bureau Harvey : Vos finitions tactiles haut de gamme fragilisent-elles insidieusement la résistance de vos angles ondulés ? 👉 Demandez un audit de nomenclature professionnel ↗ — Aucun intermédiaire. Vous échangez directement avec des ingénieurs en structure.
Les boîtes d'expédition personnalisées valent-elles leur prix ?
Investir dans des structures sur mesure est indispensable pour la logistique B2B moderne, mais leur véritable valeur dépend de la fluidité de leur assemblage sur la chaîne d'emballage.
Oui. Les emballages d'expédition personnalisés représentent un investissement judicieux car ils éliminent les espaces vides inutiles, réduisant ainsi considérablement le poids volumétrique des colis. De plus, leur conception structurelle optimisée garantit un assemblage facile et une image de marque haut de gamme, tout en prévenant les dommages liés au transport et en préservant l'intégrité des produits lors des manutentions logistiques les plus exigeantes.
Mais la théorie ne suffit pas une fois les machines en marche. Une boîte personnalisée est inutile si le tracé est incorrect lors d'une production à grande vitesse.
Pourquoi les vecteurs de fichiers plats ralentissent considérablement l'exécution des commandes
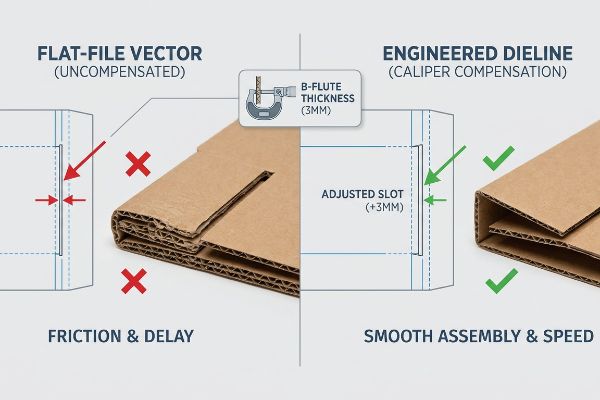
Même les graphistes expérimentés conçoivent souvent les languettes d'emboîtement et les fentes de pliage dans les logiciels de CAO numérique à la largeur exacte du panneau correspondant. Ils omettent complètement de calculer l'épaisseur réelle du carton ondulé plié. Lorsqu'un panneau de 3 mm d'épaisseur (cannelure B) se plie à 90 degrés, il consomme physiquement du matériau, ce qui provoque instantanément un frottement important lors de l'assemblage si la fente de réception n'est pas dimensionnée en conséquence.
Il ne s'agit pas que de théorie : je suis confronté à ce problème sur le terrain. Lors d'un récent essai pilote pour un client important, la ligne de conditionnement s'est complètement arrêtée car la base de l'emballage d'expédition ne fermait pas. Je suis allé sur place, j'ai arraché la feuille supérieure d'une boîte bloquée et j'ai constaté la forte résistance des cannelures comprimées, forcées dans une fente étroite. J'ai relevé les mesures au micromètre et prouvé que nous n'avions pas besoin de coûteux clips en plastique pour maintenir l'ensemble ; un simple ajustement de tolérance précis suffisait. J'ai reconstruit la géométrie CAO de A à Z, en appliquant un algorithme de compensation de calibrestrict¹⁶ pour élargir dynamiquement chaque fente afin de compenser le rayon de courbure extérieur. En imposant cette tolérance de courbure spécifique de 3 mm¹⁷,j'ai éliminé tout frottement d'assemblage, ce qui a permis de réduire le temps d'assemblage du conditionnement de 35 secondes par unité et d'économiser environ 20 % sur les coûts de main-d'œuvre pour le client.
| Solution technique | Résultat physique | Retour sur investissement financier/conformité |
|---|---|---|
| Compensation d'étrier appliquée18 | Épaisseur de pli prise en charge | Assemblage empêchant la déchirure de la carte |
| Fentes de verrouillage élargies de 3 mm | Élimination des frottements physiques | Réduisez le temps de conditionnement de 35 secondes19 |
| Quincaillerie en plastique retirée | Nomenclature structurelle simplifiée | Frais de main-d'œuvre réduits |
Je ne me fie pas aux fichiers Illustrator plats pour dicter la physique tridimensionnelle. En intégrant la tolérance de pliage exacte dans l'outillage, vous évitez les coûts d'assemblage inutiles et accélérez les livraisons.
🛠️ Le bureau de Harvey : Votre gabarit d’emballage actuel tient-il compte mathématiquement de l’épaisseur exacte du tube cannelé B plié ? 👉 Demandez une analyse structurelle gratuite ↗ — J’analyse personnellement chaque fichier structurel sous 24 h.
Conclusion
Vous pouvez vous procurer des cartes 26 ECT bon marché et de qualité inférieure auprès de n'importe quel fournisseur, mais lorsqu'une palette fragilisée cède sous le poids de 68 kg de marchandises lourdes, cela provoque un effondrement catastrophique qui anéantit toute votre marge commerciale et entraîne un refus immédiat du détaillant. Ce type d'analyse technique a récemment permis de déceler une erreur de tolérance fatale de 3 mm lors d'un déploiement national majeur, avant même la production. Cessez de miser sur des conceptions théoriques pour votre chaîne d'approvisionnement et laissez-moi concevoir personnellement votre prochain déploiement ↗ afin de garantir un retour sur investissement logistique maximal.
« Comprendre la résistance des cartons d'expédition – EcoEnclose », https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq4yLlPUkaRzmpmC5ZxIM24pVgl7hqLD_kuFJ4xaSYZA_PodRBo. [Les normes d'emballage de l'industrie fournissent des données comparant la résistance à l'empilement et le coût unitaire du carton ondulé 32 ECT par rapport au carton ondulé 26 ECT]. Rôle de la preuve : vérification technique ; type de source : fiche technique industrielle. Avantages : réduction du coût des matériaux grâce à une qualité inférieure. Remarque sur le champ d'application : s'applique aux matériaux d'expédition en carton ondulé standard .
« Estimation de la résistance à la compression des boîtes en carton ondulé… », https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. Les normes d’ingénierie de l’emballage définissent l’indice de résistance à la compression des bords (ECT) afin de spécifier la résistance à l’empilement et la capacité de charge des matériaux en carton ondulé. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appuie : la viabilité structurelle d’un ECT de 32 pour les charges d’expédition. Remarque : la capacité de charge effective dépend également des dimensions de la boîte et de la hauteur d’empilement .
« Dimensions standard des palettes | Avec tableau – Kamps Pallets », https://www.kampspallets.com/standard-pallet-sizes-with-chart/. Les normes logistiques, telles que celles établies par la Grocery Manufacturers Association (GMA), définissent la palette de 48 × 40 pouces comme la norme principale pour l’expédition et l’entreposage en Amérique du Nord. Rôle de la preuve : vérification factuelle ; type de source : norme logistique. Apport : base dimensionnelle pour le calcul des contraintes et de l’encombrement liés au transport. Remarque : ces dimensions sont principalement standardisées sur les marchés nord-américains .
« Aperçu des études récentes menées à l’IPST sur la résistance à la compression des bords des cartons ondulés… », https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/ . [Les normes techniques relatives au test de résistance à la compression des bords (ECT) démontrent comment le retrait des laminés non poreux permet de restaurer la résistance structurelle initiale du carton]. Rôle de la preuve : spécification technique ; type de source : norme industrielle. Appui : restauration structurelle après retrait des laminés. Remarque : les valeurs ECT dépendent de la qualité spécifique du carton.
« Considérations relatives à l’impact du développement durable : revêtements pour carton – Zenpack », https://www.zenpack.us/blog/paperboard-coatings-sustainability-impact/. [Les directives des associations de recyclage confirment que les revêtements aqueux à base d’eau sont compatibles avec les procédés de repulpage standard, contrairement aux laminés aluminium]. Rôle de la preuve : vérification de la conformité ; type de source : directive réglementaire. Appui : impact environnemental des choix de revêtement. Remarque : la recyclabilité varie selon les capacités des installations municipales .
« Panneaux vierges versus recyclés – Dépôt de recherche de l’Université Victoria », https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf . [Les recherches en science des matériaux indiquent que les fibres de cellulose vierges offrent une rigidité et une résistance à la compression supérieures à celles des fibres recyclées raccourcies]. Preuve : démonstration des propriétés mécaniques ; type de source : étude d’ingénierie. Arguments : relation entre la pureté du matériau et la stabilité structurelle. Remarque: l’effet dépend du rapport entre la teneur en fibres vierges et recyclées.
« Procédures de test – Association internationale pour la sécurité du transport », https://ista.org/test_procedures.php. [Une source industrielle faisant autorité définit les protocoles de test normalisés utilisés par l’ISTA pour vérifier la résistance des emballages aux chocs liés au transport]. Rôle de la preuve : norme technique ; type de source : organisme de certification industriel. Appui : à la validité de l’indicateur de défaillance du produit. Note relative au champ d’application : se réfère à une simulation de transport normalisée .
« Carton duplex : Comprendre sa composition et ses applications », https://www.xiaolongpackaging.com/duplex-board-understanding-its-composition-and-applications.html . [La littérature scientifique sur les matériaux explique comment la structure symétrique du carton et les sous-couches compensent les tensions pour éviter le gondolage ou le cintrage pendant le durcissement de l'adhésif] . Rôle de la preuve : principe d'ingénierie ; type de source : manuel technique. Appui : la solution structurelle au problème de cintrage. Note de portée : spécifique au carton et à l'application d'adhésifs humides.
« Comportements thermiques, rhéologiques et d’absorption d’humidité de… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC12610708/. [La documentation technique sur la chimie des adhésifs confirmerait comment la faible viscosité du PVA influence la pénétration d’humidité et le gauchissement subséquent du substrat]. Rôle de la preuve : validation technique ; type de source : revue scientifique sur les matériaux. Appuie : le lien entre la viscosité de la colle et la réduction de l’absorption d’humidité. Note de portée : spécifique aux adhésifs à base de PVA .
« Arrêtez de gaspiller vos transferts DTF ! Alignez parfaitement à chaque fois ! », https://www.youtube.com/watch?v=hw_tFkZpDB0. [Les principes de génie structurel relatifs au laminage symétrique expliquent comment les supports de protection compensent la tension superficielle pour éviter le gondolage]. Preuve : principe mécanique ; source : manuel de génie structurel. Appui : utilisation de supports de protection pour préserver l’alignement graphique. Remarque : s’applique aux supports promotionnels rigides .
« FAQ sur la colle – Magazine WOOD – YouTube », https://www.youtube.com/watch?v=rGIuEZyJnGg. [Les normes de fabrication pour le collage définissent la durée et la pression spécifiques requises pour obtenir un durcissement plat et rigide]. Rôle de la preuve : norme de processus ; type de source : guide de fabrication. Appuie : l’efficacité du pesage à 24 heures pour prévenir les rebuts de production. Note sur la portée : dépend du type d’adhésif et de l’épaisseur du matériau .
« Effet de la pression de gaufrage sur les propriétés mécaniques et de souplesse… », https://pmc.ncbi.nlm.nih.gov/articles/PMC9228970/. [Cette étude en science des matériaux sur la déformation du papier explique comment l’étirement mécanique lors du gaufrage réduit l’épaisseur des fibres de cellulose]. Type de preuve : mécanisme technique ; source : revue scientifique sur les matériaux. Éléments justifiant l’étude : dégradation physique du support ; portée : spécifique au gaufrage haute pression .
« Influence des lignes de pliage analogiques et numériques sur les propriétés mécaniques… – PMC », https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/ . [Des études d'ingénierie de l'emballage démontrent comment un gaufrage profond induit des concentrations de contraintes qui entraînent des microfissures au niveau des lignes de pliage, compromettant ainsi l'intégrité structurelle]. Type de preuve : analyse des défaillances structurelles ; source : manuel d'ingénierie de l'emballage. Sujet : vulnérabilité structurelle ; portée : spécifique au carton ondulé.
« Étude de l’effet des perforations sur la capacité de charge… », https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [La documentation scientifique sur les matériaux du carton ondulé explique comment le gaufrage profond fracture les cannelures verticales, réduisant considérablement la valeur du test de résistance à l’écrasement des bords (ECT) et entraînant un effondrement structurel]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie de l’emballage. Arguments : la cause mécanique de l’éclatement des cannelures. Note de portée : l’effet varie selon le profil des cannelures et la qualité du carton .
« Quelle charge maximale peut supporter ma palette ? », https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html . [Les normes logistiques du secteur de la grande distribution spécifient les exigences minimales de compression pour que les présentoirs palettisés résistent aux environnements de stockage à grande hauteur]. Rôle de la preuve : vérification comparative ; type de source : directives de distribution pour le commerce de détail. Appuie : l’exigence structurelle spécifique pour la viabilité en magasin . Remarque : les limites peuvent varier selon le détaillant et la hauteur de la palette.
"[PDF] Cal Poly BSAE Brake Caliper", https://digitalcommons.calpoly.edu/cgi/viewcontent.cgi?filename=1&article=1899&context=mesp&type=additional. [Les manuels techniques de CAO pour la conception d'emballages structuraux décrivent les algorithmes utilisés pour compenser les dimensions en fonction des mesures d'épaisseur des matériaux afin d'assurer un ajustement parfait]. Rôle de la preuve : vérification méthodologique ; type de source : documentation technique logicielle. Appui : l'utilisation d'ajustements algorithmiques pour prévenir les frottements lors de l'assemblage. Remarque : les détails d'implémentation varient selon la plateforme de CAO. ↩
« [PDF] Spécifications du carton ondulé – Fibre Box Association », https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf . [Les normes d'ingénierie d'emballage pour les matériaux en carton ondulé spécifient la tolérance de pliage nécessaire pour éviter le collage et l'écrasement du matériau en fonction de la profondeur des cannelures]. Rôle de la preuve : validation technique ; type de source : manuel d'ingénierie industrielle. Appuie : l'affirmation selon laquelle un ajustement précis de 3 mm résout le problème de frottement lors de l'assemblage. Remarque : les valeurs précises varient selon la qualité du carton et le type de cannelure.
« Comment l’épaisseur du carton influe sur la performance et le coût des emballages pliants », https://brownpackaging.com/how-board-caliper-impacts-folding-carton-performance-and-cost/. [Les guides techniques d’ingénierie pour les emballages en carton ondulé expliquent comment la compensation de l’épaisseur du matériau (calibre) garantit une géométrie de pliage optimale et prévient les contraintes ou les déchirures du matériau]. Rôle de la preuve : validation technique ; type de source : manuel d’ingénierie. Sujet : intégrité structurelle des enveloppes personnalisées. Remarque : Spécifique aux matériaux en carton ondulé.] ↩
« Jeux des languettes et rainures pour la tôlerie – Optimisation des tolérances – Épisode 15 », https://www.youtube.com/watch?v=WTDtj8vAJuE . [Des études de cas en logistique et des données d'ingénierie industrielle quantifient la réduction du temps d'assemblage manuel grâce à l'optimisation des tolérances des rainures de verrouillage afin d'éliminer les frottements]. Rôle de la preuve : vérification quantitative ; type de source : étude de cas en logistique. Apport : retour sur investissement opérationnel d'une conception de précision. Remarque : les gains de temps dépendent du volume du colis et de l'efficacité de l'opérateur.



